МІНІ SMD Чотириелементний аналоговий піроелектричний інфрачервоний датчик
Клієнти відповідно до типу використовуваної олов’яної пасти, розумне регулювання процесу зварювання з повторним наплавленням, наприклад, високооболоченої олов’яної пасти, рекомендована температура регулюється приблизно до 260 градусів С, так що олов’яна паста повністю плавиться, щоб забезпечити, щоб MINI SMD Four Елемент Аналоговий піроелектричний інфрачервоний датчик і плата для зварювання пластин. (* Рекомендується, щоб замовник доповнив плату шовковим екраном платою друкованої плати, відповідним центром положення позиціонованого датчика, щоб збільшити процес виділення червоного клею, може підвищити точність зварювання при зварюванні)
Модель:PD-PIR-4021LA
Надіслати запит
МІНІ SMD Чотириелементний аналоговий піроелектричний інфрачервоний датчик
|
Features of МІНІ SMD Чотириелементний аналоговий піроелектричний інфрачервоний датчик Процес монтажу зварювальним зварюванням SMD Обробка аналогового сигналу Низька напруга, споживання мікроенергії Ідеально підходить для надтонких конструкцій виробів Потужніші засоби проти заклинювання
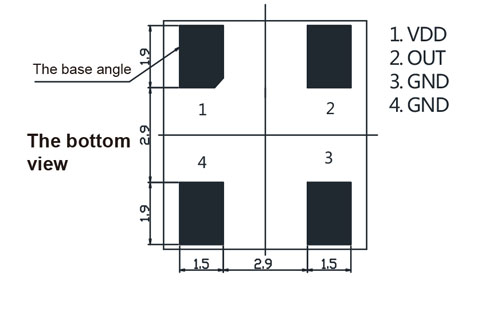
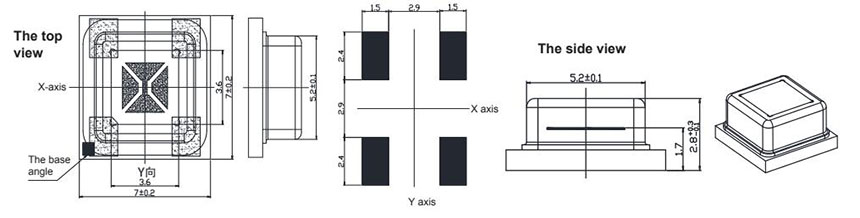
Діаграма виробу та рекомендований розмір колодки
|
Application of МІНІ SMD Чотириелементний аналоговий піроелектричний інфрачервоний датчик Інфрачервоне виявлення руху Інтернет речей Носиться пристрій Розумна побутова техніка: телевізори, кондиціонери, цифрові камери, комп’ютери Автоматичний вимикач освітлення: розумний будинок, розумні лампи Охорона, протиугінне обладнання автомобіля РК-дисплей Очищувач повітря Система моніторингу мережі тощо. Інший |
Упаковка та ідентифікація товару
Принципова схема упаковки товарної стрічки
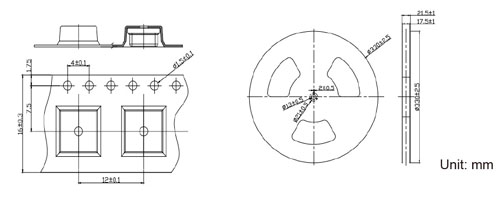
1) Стандартна кількість кожного товару - 1000 шт.
2) Кожен виріб в’яжеться проти годинникової стрілки, а отвір для подачі знаходиться на лівій стороні користувача.
3) На ярлику, прикріпленому до кожного товару, чітко вказується модель, кількість товару, дата виробництва тощо.
4) Зелений ярлик ROHS наклеюється на кожен товар.
Основні параметри датчика
Будь-які умови роботи, які перевищують номінальне значення, наведене в таблиці нижче, можуть призвести до постійних пошкоджень або несправностей пристрою.
Тривала робота, близька до номінального значення пристрою, може вплинути на термін служби та надійність датчика.
|
Параметр |
Символ |
Хв |
Макс |
Одиниця |
Примітка |
|
Робоча температура |
ТОТ |
-30 |
70 |
℃ |
|
|
Напруга |
VDD |
3 |
10 |
V |
|
|
Кут огляду |
θ |
Х = 110 ° |
Y = 90 ° |
° |
Поле зору єтеоретичним значенням |
|
Температура зберігання |
TST |
-40 |
80 |
℃ |
|
|
Виявлення довжини хвилі |
λ |
5 |
14 |
μм |
|
|
Інфрачервоні приймаючі електроди |
|
2 * 1 |
|
2елементи |
|
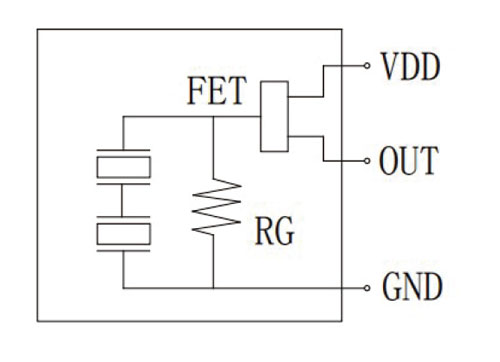
Еквівалентна принципова схема
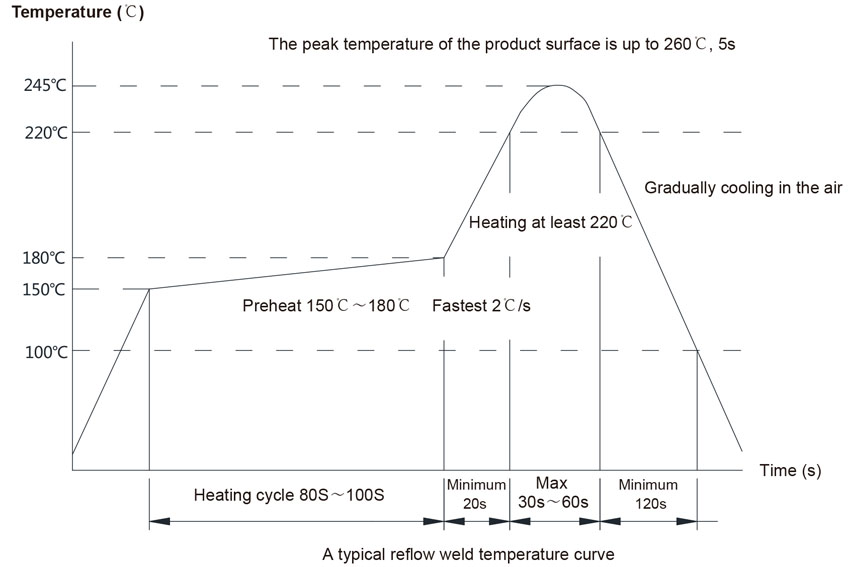
МІНІ SMD Чотириелементний аналоговий піроелектричний інфрачервоний датчик welding conditions and precautions
1. Будь ласка, зверніться до кривої температури, показаної на малюнку нижче, для процесу паяння заново. Рекомендується встановити зону попереднього нагрівання, установку зони нагріву, зону найвищої температури та зону охолодження.
2.Якщо ви використовуєте ручну пайку для пайки PIR-прокладок, ви можете використовувати гаряче вивітрюване олово із тильної сторони монтажної плати PIR, щоб закінчити пайку протягом 3 секунд. При ручному зварюванні, оскільки температура зварювання некерована, продуктивність датчика може знизитися через перегрівання. Спробуйте уникати ручного зварювання.
3. Рекомендується, щоб користувачі намагалися використовувати рекомендований розмір колодки у специфікації при розробці розміру сенсорної колодки.
4. Заходи безпеки при зварюванні.
1) Не торкайтесь подушки виробу голими руками перед зварюванням виробу, оскільки це може призвести до поганого зварювання виробу.
2) Якщо кількість припою олов’яної пасти не відповідає послідовності або одна сторона окислення накладки може призвести до зварювання на обох сторонах накладки на швидкості олова, що призводить до того, що процес зварювання продукту має ефект "стійкого каменю", і навіть виріб після зварювання, щоб вийти із зони зварювання.
3) Якщо локальне окислення накладок призведе до локального руйнування олова, внаслідок чого датчик працює неправильно.
4) Клієнти відповідно до типу використовуваної олов’яної пасти, розумне регулювання процесу зварювання з повторним наплавленням, наприклад, олов’яної пасти з високою температурою, рекомендована температура регулюється приблизно до 260 градусів С, щоб олов’яна паста повністю розплавилася, щоб забезпечити, щоб продукт і добре зварювання плит друкованих плат. (* Рекомендується, щоб замовник доповнив плату шовковим екраном платою друкованої плати, відповідним центром положення позиціонованого датчика, щоб збільшити процес виділення червоного клею, може підвищити точність зварювання при зварюванні)
5) Не повторюйте повторне наплавлення або повторний ремонт нагрівання, інакше це серйозно вплине на термін служби та роботу датчика;
6) Не використовуйте їдкі хімічні речовини до та після зварювання продукту для очищення або протирання оптичного фільтра на кришці вікна датчика (для очищення або протирання рекомендується безводний етанол), оскільки це може спричинити вихід з ладу датчика.
7) Після того як виріб датчика завершить зварювальне зварювання, не натискайте на фільтр, інакше це призведе до того, що фільтр опуститься, для тестування або використання потрібно розмістити більше 2 годин.
8) Не торкайтесь фільтру виробу та його зварювальних клем металевими листами або голими руками.
9) Оператор повинен носити антистатичний браслет, беручи датчик.
10) Будь ласка, чітко дотримуйтесь специфікацій зварювальних ніжок для монтажу зварювання, інакше датчик не працюватиме.